
想要一睹镀锌管09CrCuSb钢管长期供应产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
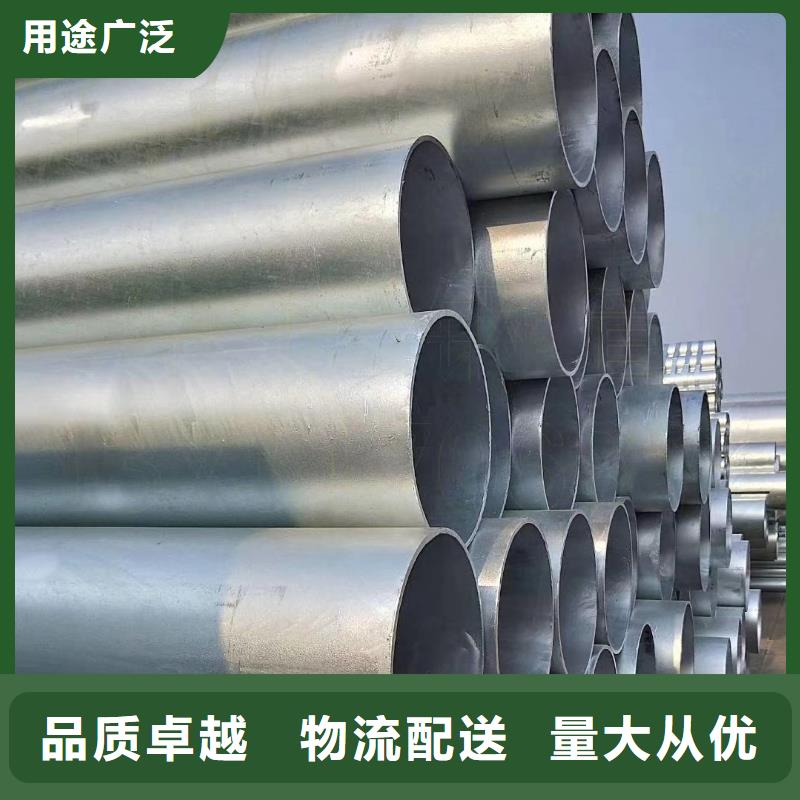
以下是:镀锌管09CrCuSb钢管长期供应的图文介绍


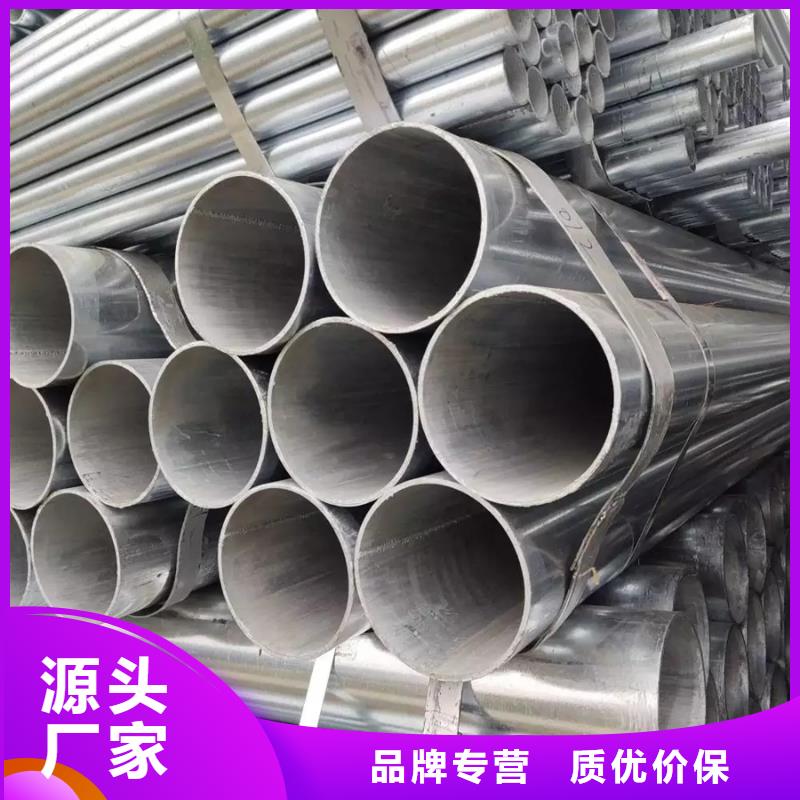
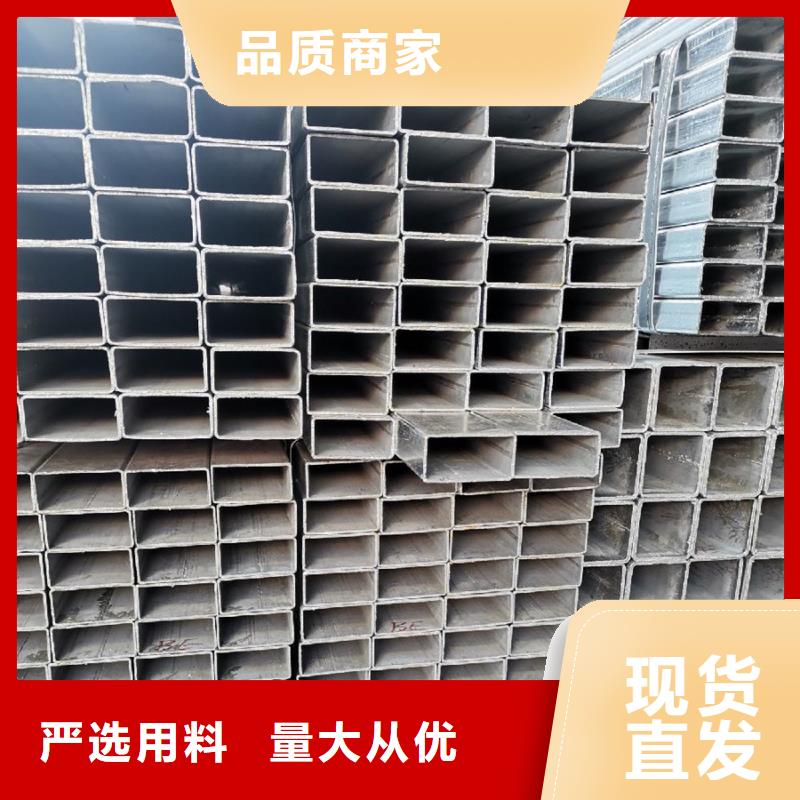
黑龙江绥化镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,黑龙江绥化16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。



苏沪金属制品有限公司是一家主要生产 黑龙江绥化09CrCuSb钢管的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,苏沪金属制品有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 黑龙江绥化09CrCuSb钢管事业的发展。



由于黑龙江绥化镀锌管焊接热影响区是优发镀锌管的焊接周围受到焊接热循环作用后形成的独特的热处理工艺区,其性能不同于优发镀锌管,其特点在于:材料本身和加工工艺标准。影响其结构和性能的关键冶金工业和加工工艺因素有:被焊金属材料的特性和铝合金系统软件,这也是决定焊接热影响区特性的根本因素。各种原材料。结构转型和性能转型,首先取决于优发镀锌管自身在不同采暖散热条件下的物理冶金工业特性。 例如,对于在加热和冷却过程中不发生变化的金属材料和铝合金,焊接热影响区就比较简单。相反,用热电材料焊接很复杂。优发镀锌管焊前的初始状态 焊前原材料的初始状态也会影响焊接热影响区的结构转变和性能转变。例如,如果原材料在焊前处于冷作硬化或热处理工艺强化状态,当焊后热影响区发生退水时,会在焊后产生热处理硬化区。焊接后的热影响区。 黑龙江绥化镀锌焊管焊接工艺方法及主要技术参数。如前所述,焊接热影响区是由焊接的热效应引起的,因此它与热原特性和焊接时要使用的焊接工艺的主要参数密切相关。它们影响着有发镀锌管在焊接过程中的温度分布和热力循环图的特性,并直接影响到焊接热影响区独特热处理工艺的各种主要参数,如升温速率、高温停留时间和 冷却。这也是在科学研究焊接热影响区的机理和性能转变以及焊接工艺的制定中必须考虑的难题。



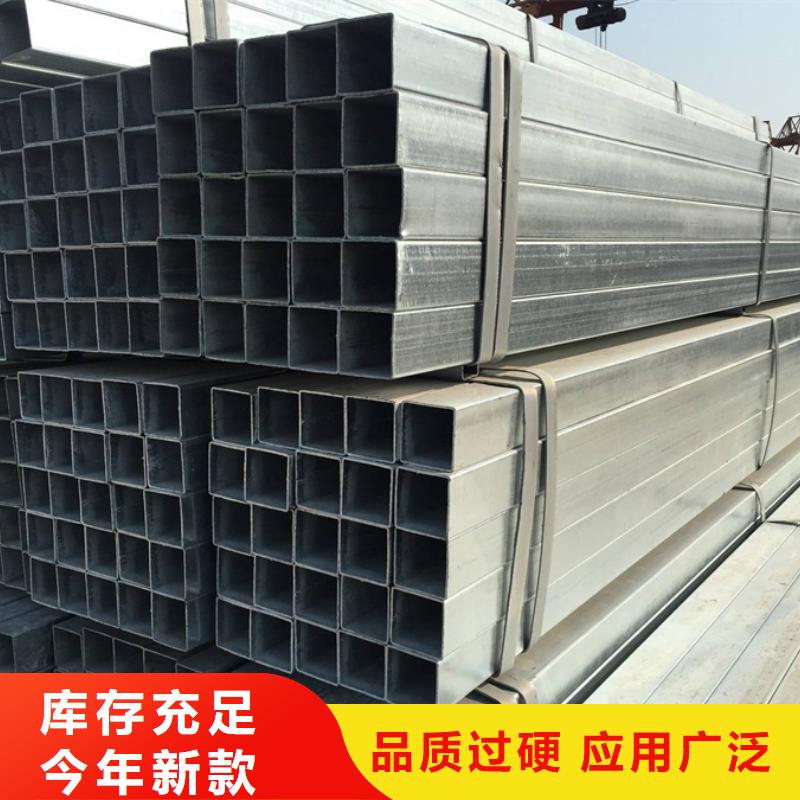
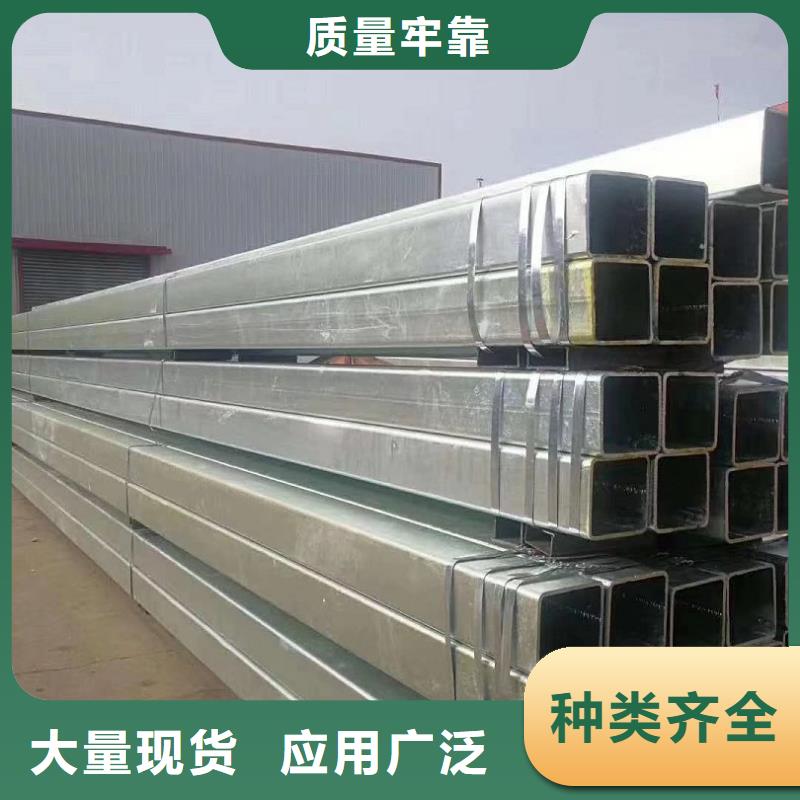
黑龙江绥化镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的黑龙江绥化镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。
